热门关键词:焊管,焊接钢管,焊管厂,Q345B焊管,Q235B焊管,Q355B焊管,低合金焊管,冷轧焊管-小口径焊管无锡焊管厂,无锡焊管厂家,焊管厂家
189 0152 2222
0510-83076068
固一话:0510-83076068 贺部长
固二话:0510-83076658 孙经理
固三话:0510-83079997 李经理
固四话:0510-83079993 贺经理
固五话:0510-83079994 高经理
传真:0510-83079997
手机:189 0152 2222(总经理)
手机:133 3878 6068贺部长( 厂长)
手机:133 8220 6068孙经理(开单处)
手机:133 7366 1878高经理(仓库)
上网洽谈工具:QQ 473334606
邮箱:473334606@qq.com
地址:无锡市-惠山区-钱桥镇-(西章工业园-惠澄大道77号)百利源钢管厂
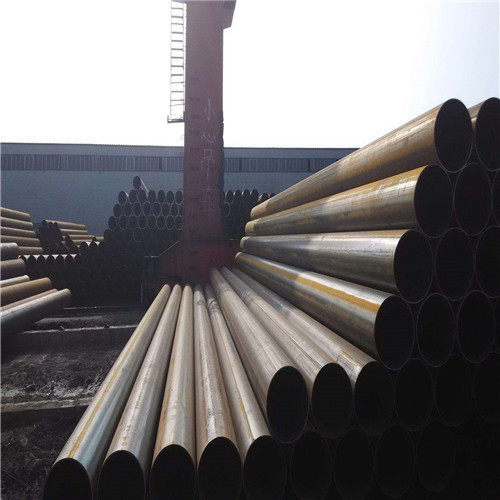
低合金管焊前预热温度的设置取决于多个因素,包括管道壁厚、材料成分、焊接环境温度以及焊接工艺要求等。以下是根据相关信息归纳的低合金管焊前预热温度的一般规定和注意事项:

一、一般规定
根据焊接工艺评定提出预热要求:焊前预热的具体温度应根据焊接工艺评定来确定,以确保焊接质量。
壁厚因素:
壁厚较大的低合金钢管在焊接前应进行预热,以减少焊接应力和防止焊接裂纹的产生。
对于壁厚小于一定值(如6mm)的低合金钢管,在特定条件下(如负温度环境)可能也需要适当预热。
环境温度:在较低的环境温度下焊接时,预热温度可能需要相应提高,以确保焊接过程中的温度稳定。
二、具体温度范围
最低预热温度:低合金钢管焊接的最低预热温度一般会有具体规定,这个温度可能因材料牌号、壁厚和焊接方法的不同而有所差异。
温度范围:预热温度通常应控制在一定的范围内,以确保焊接过程的稳定性和焊接接头的质量。具体的温度范围应参考相关标准或焊接工艺评定报告。
三、注意事项
预热均匀性:预热过程中应确保管道受热均匀,避免出现局部过热或过冷的现象。
保持预热温度:在焊接过程中,预热后的管道应始终保持在不低于预热温度的状态下连续施焊,以防止焊接接头冷却过快导致裂纹等缺陷的产生。
预热范围:预热区域应以焊缝中心为基准,每侧距离应不小于焊件厚度的3倍,且不小于100mm,以确保焊接接头的整体性能。
四、特殊情况处理
异种钢焊接:当低合金管与其他材质(如奥氏体不锈钢)进行异种钢焊接时,预热温度应按焊接性能较差或合金成分较高的一侧选择。
非承压件与承压件焊接:预热温度应按承压件的要求进行选择,以确保焊接接头的强度和密封性。
综上所述,低合金管焊前预热温度的设置是一个复杂的过程,需要根据具体情况进行综合考虑和确定。在实际操作中,应严格遵守相关标准和规范的要求,以确保焊接质量和工程安全。
固一话:0510-83076068 贺部长(贺庆镇)主管 固二话:0510-83076658 孙经理 固三话:0510-83079997 李经理
固四话:0510-83079993 贺经理 固五话:0510-83079994 高经理 传真:0510-83079997 自动写贺经理收
手机:189 0152 2222 (总经理) 手机:133 3878 6068 贺部长( 厂长) 手机:133 8220 6068 孙经理(开单处) 手机:13373661878 高经理(仓库)
地址:无锡市-惠山区-钱桥镇-(西章工业园-惠澄大道77号)百利源钢管厂
无锡百利源钢管有限公司 版权所有 管理
更多标签:Q345B焊管 (145)低合金焊管 (120)焊管 (115)焊接钢管 (105)Q235B焊管 (101)焊管厂 (86)焊管厂家 (75)焊接钢管厂 (67)低合金焊管厂家 (33)Q235B焊接钢管 (33) 更多